

Bagaimana untuk Mengimbangi Ekor Tajam dan Kelajuan Mengetuk?
Bahan: SS304 + SCM435
Rawatan permukaan: Ruspert
Dalam pengeluaran besar-besaran skru logam BI, mencapai keseimbangan antara ketajaman ekor, kelajuan mengetuk dan konsistensi pembentukan benang sentiasa menjadi cabaran.Lebih kecil sudut ekor, lebih baik kedudukan awal dan lebih kuat daya penembusan; bagaimanapun, semakin nipis bahan di hujung ekor, semakin terdedah kepada ketidakstabilan dan kegagalan untuk membentuk benang semasa penggulungan benang.Ekor yang tumpul memastikan kelajuan benang yang stabil dan pembentukan benang yang lengkap, tetapi mengakibatkan kedudukan yang lemah dan daya penembusan yang lemah, menjadikannya terdedah kepada tergelincir dan gagal menembusi plat tebal.
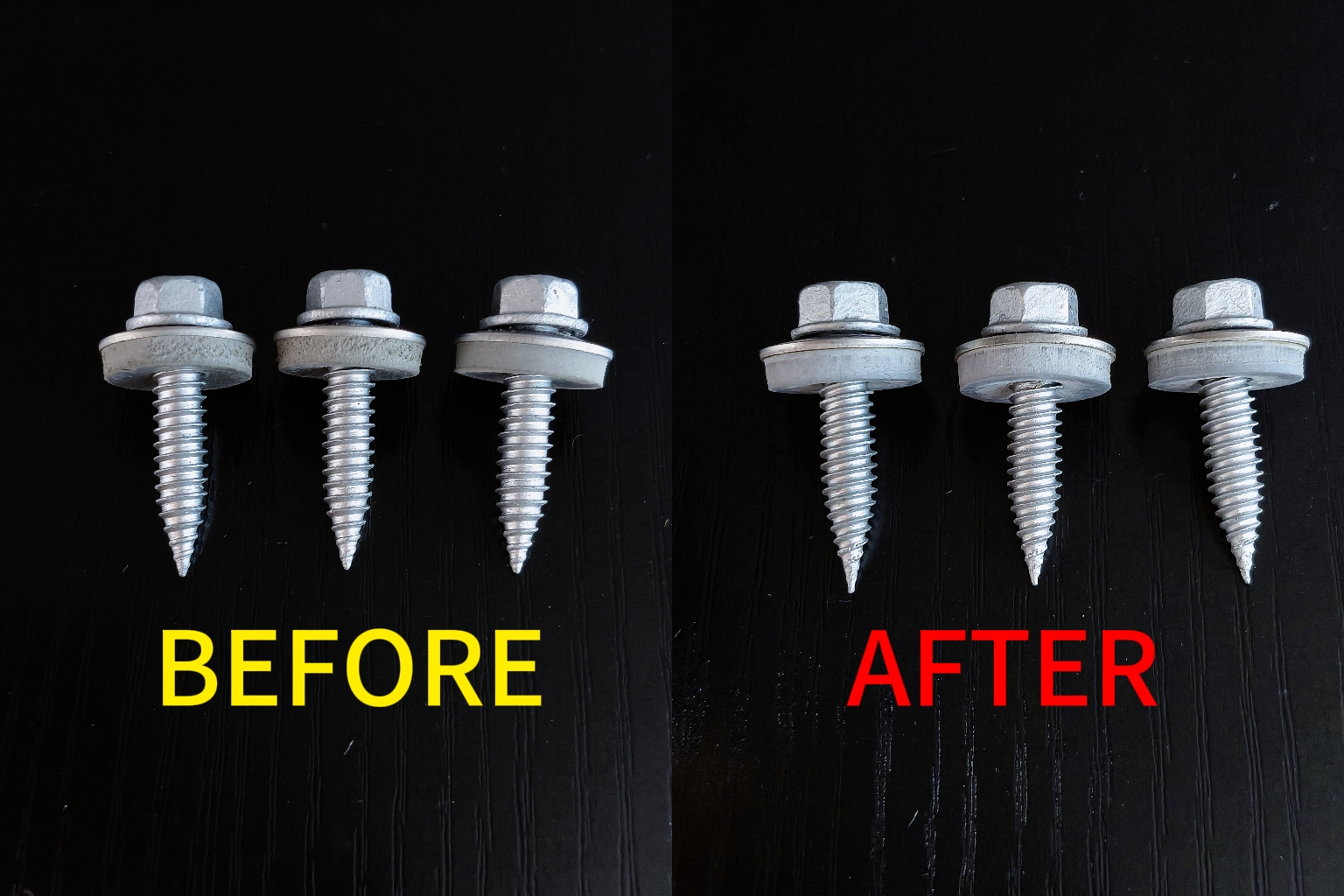
Sudut ekor bagi kumpulan pertama sampel yang kami berikan kepada pelanggan terlalu tumpul, gagal memenuhi keperluan penembusan untuk kegunaan praktikal. Selepas pusingan kedua pelarasan, ekor mencapai keadaan ideal, tetapi pembentukan benang gagal, menjejaskan kelajuan mengetuk dengan teruk.


Disebabkan oleh struktur dwi-benang, keperluan untuk ketepatan acuan, proses pemesinan, dan kestabilan rawatan haba adalah lebih tinggi. Oleh itu, kami memilih acuan potong dawai CNC berketepatan lebih tinggi dari Taiwan dan pada masa yang sama mengoptimumkan parameter rawatan haba dan proses salutan permukaan, menyelesaikan masalah dengan mudah.
Tiada kompromi, tiada jalan pintas—Jiaxing Aokeberi perhatian kepada setiap butiran supaya pelanggan kami boleh menggunakan produk kami dengan yakin.
Sebelumnya:Bagaimana Blind Rivets Berfungsi?


